












It is now more than two months since the 0.5% sulphur cap entered into force, which have affected the operation of more than 70,000 vessels. As anticipated, some vessels operating on LSFO or VLSFO have already observed a number of issues with the changeover. There are cases of high wear rates, severe scuffing, heavy deposits and piston rings sticking leading to heavy blow-by/ring breakage – some of the issues occurring just a few days after changing over.
Sulphur is no longer present in the fuel oil (or only present to a limited extent), which means that the cylinder lubrication method has to be managed correctly in order to prevent the above-mentioned issues. The root causes of failure are to some extent related to fuel lubricity, deposit formation and lubrication oil distribution as described in [1,2].
The common procedure when observing high wear rates and scuffing is to increase the cylinder lubrication oil feed rate, but this is not always the right solution. Increasing the dosage of lubrication oil does not mean less frictional losses and wear. It can be as damaging as low oil dosage, due deposit formation (unused BN additives), which is naturally increased with the lubrication oil consumption [4]. This is illustrated in Figure 1.

Figure 1: The influence of cylinder lubrication oil feed rate and BN additives on the wear of piston rings and cylinder liner.
This means that an acceptable wear of piston rings and cylinder liner can be achieved, if the cylinder lubrication oil feed rate and the BN level matches the engine running conditions and the amount of sulphur in the fuel oil. Furthermore, it is also important to schedule the lubrication oil changeover correctly in connection to a fuel changeover. Experience has shown that issues related to over-lubrication can be observed within the first 24 h of engine operation. Each batch of new fuel will vary in quality and sulphur content, which means that the engine condition must be monitored closely when switching to the new fuel batch.
There are multiple factors leading to deposit formation;
• Non-combusted fuel components or contaminants.
• Neutralization products.
• Metal debris from the abrasive wear.
The most critical areas for deposit formation in two-stroke marine engines are the piston crown and ring area. Excessive deposit formation on the piston crown may cause bore polishing, whereas deposits building up in the piston ring area may result in ring sticking. These deposits cause improper sealing of the combustion chamber and result in e.g. loss of compression, blowby, loss of oil control, and increased wear.
One of the important parameters counteracting deposit formation is BN additives in the cylinder lubrication oil, because of its ability to prevent unwanted particles from coagulating and keep them in suspension. This makes flushing out the particles easier. This cleaning effect is reduced in operation with low sulphur fuels with a matching low BN cylinder lubrication oil, and thus leading to a higher risk of deposit formation.
In order to prevent deposit formation (and its consequences such as high wear and scuffing), it is recommended to ensure the following conditions:
• Correct cylinder oil feed rate:
Specific cylinder lubrication oil consumption has to match the engine operating conditions to avoid over- and under-lubrication.
• Correct type of cylinder oil (BN level):
Base Number (BN) has to match the fuel oil sulphur content to prevent cold corrosion as well as formation of calcium deposits.
• Proper distribution of the cylinder oil:
To have sufficient lubrication of piston rings and cylinder liner, the cylinder lubrication oil has to be evenly distributed at the top of the cylinder liner surface, where the wear is highest due to high temperature, high pressure and corrosive environment.
• Frequent injection of the cylinder oil:
Injection of fresh lubrication oil as in every piston stroke reduces the risk of deposit formation, as particles are kept very small and be dispersed in oil to be flushed away.
Case study 1: Consequences of over-lubrication and BN level mismatch
To comply with the sulphur legislations, the vessel has chosen to switch from HSFO to LSFO. The vessel has been installed with a UEC68LSE main engine, and operating with a load average of 45 %. Furthermore, the vessel is equipped with traditional mechanical lubricators with non-return injection valves delivering the lubrication oil into the piston ring pack. Until the changeover to LSFO, the cylinder condition has been normal with a lubrication feed rate of 1.18 g/kWh and a 70BN cylinder lubrication oil. After the changeover, the vessel suddenly experienced high wear and scuffing. The bunker analysis prior to the changeover showed that the content of cat fines in the fuel was within the normal limit of 35 ppm.
Scavenge-port inspections before and after the changeover (Figure 2 and 3), showed an increased deposit build-up and scuffing of piston rings (Figure 6). Only pictures of unit #6 is presented in this article, but the situation is the same for all cylinder units. Since high wear was observed in the on-board scrape-down analysis, the engine operators sought to deal with the issue by increasing the cylinder lubrication oil feed rate to approximately 1.5 g/kWh. This has however been without any success, as the following port inspection 7 days later showed (Figure 4) an even worse cylinder condition with an increased build-up of calcium deposits.
Scrape-down results after the changeover confirmed high iron content as well as high residual BN, which indicates over-lubrication and mismatch in BN level. The vessel was recommended to change cylinder oil type from 70BN to 40BN, and furthermore reduce the cylinder oil feed rate in order to prevent the issues from calcium deposit build-up. The instructions where followed, and the following inspection (Figure 5) and scrape-down results showed improved cylinder condition (both iron content and BN decreased dramatically by 57.8 % and 24.6 %, respectively). Figure 7 and 8 shows the iron content and residual BN in the scrape-down analysis for the presented period. Since piston rings and cylinder liner are severely scuffed, and since the stuck piston rings cannot be loosened by lubrication oil. Why a complete overhaul of the units is required to reestablish normal cylinder condition.

Figure 2: Visible scuffing marks on the piston rings

Figure 3: Operation on HFO (13/02-2019) – normal condition. Piston rings are well lubricated, and no major deposit build-up on the piston top land area.

Figure 4: Operation on LSFO (08/01-2020) – bad condition. The pistons and ring packs across all cylinders seem to be over-lubricated. There are deposits on the piston top land, and visible scuffing marks on the piston rings (Figure 6).

Figure 5: Operation on LSFO (15/01-2020) – very bad condition. Piston ring are stuck in its groove. This is indicated as the upper piston ring is partly black from combustion residues, and the ring land below the piston ring is partly dry and without cylinder lubrication oil due to blow-by.

Figure 6: Operation on LSFO (01/02-2020) – bad condition. The upper piston ring is partly stuck in its groove. This is indicated as the upper piston ring is partly black from combustion residues, and the ring land below the piston ring is partly dry and without cylinder lubrication oil due to blow-by.

Figure 7: Iron content in scrape-down analysis versus fuel sulphur content
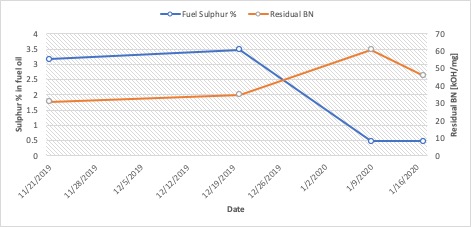
Figure 8: Residual BN content in scrape-down analysis versus fuel sulphur content
Source: Hans Jensen Lubricators
 PG-Software
PG-Software 






